

Aumento da eficiência operacional através da abordagem de Gestão dos Postos de Trabalho (GPT): Um estudo de caso na indústria de medicamentos
Altair Flamarion Klippel
RESUMO
Este artigo trata da Implementação da Abordagem de Gestão dos Postos de Trabalho (GPT) em um Sistema de Produção. O trabalho foi elaborado com base no Sistema Toyota de Produção (STP) e na Teoria das Restrições (TOC – Theory of Constraints). Inicialmente são apresentados os conceitos básicos que dão origem a Abordagem de Gestão dos Postos de Trabalho (GPT), seguindo-se a apresentação da estratégia adotada para a realização de melhorias necessárias nos Postos de Trabalho restritivos do Sistema Produtivo de uma indústria do setor de medicamentos, através da implementação desta abordagem. A abordagem de gestão proposta permite às Organizações dos diversos segmentos industriais atingirem resultados econômicos satisfatórios a partir da eficiente gestão dos recursos restritivos de seus sistemas de Produção.
KEYWORDS: GPT, Gestão, IROG
1. Introdução
A eficiência operacional e os resultados da atividade industrial dependem da forma como são gerenciados os recursos restritivos de uma Organização, tanto nas questões de rotina como nas questões relacionados com a melhoria de seus processos de produção.
Neste sentido, os conceitos, princípios e técnicas do STP e da TOC, que são a base conceitual da metodologia denominada de Gestão do Posto de Trabalho (GPT), a qual evidencia a necessidade de modificar a forma como os Postos de Trabalho vêm sendo gerenciados nas organizações.
Conforme Klippel (2003) “A Abordagem da Gestão dos Postos de Trabalho objetiva o aumento da capacidade e da flexibilidade da produção que, entre as dimensões da competitividade, atualmente se constitui em um diferencial, uma vez que as empresas são cada vez mais obrigadas a produzir elevada variedade de produtos com baixos volumes. Assim, se faz necessário incrementar a utilização dos ativos (equipamentos, instalações e
pessoal) nas organizações visando a otimização dos mesmos sem que seja necessário a realização de investimentos adicionais em termos de capital. É necessário a concepção de um método baseado nos conceitos da TOC e do STP onde se insere a Abordagem GPT, e ainda sustentado por dados e fatos retirados de aplicações reais em Empresas.” O estudo de caso apresentado neste trabalho teve como objetivo aplicar a abordagem GPT em uma empresa do setor de medicamentos, com base nos princípios e técnicas ligadas à Administração e Engenharia de Produção.
Comenta Antunes (1998) que “A Abordagem GPT segue os seguintes passos: 1) identifica os recursos produtivos críticos na fábrica utilizando os conceitos da TOC; 2) faz a mensuração do Índice de Eficiência Global destes recursos críticos; 3) identifica as principais causas de ineficiência dos equipamentos e 4) utiliza as técnicas do STP para aumentar as eficiências globais dos equipamentos e, através da redução dos tempos de preparação, aumenta a flexibilidade da produção para atender as necessidades do mercado.”
A operação de um Posto de Trabalho não se restringe às atividades do profissional a ele alocado, uma vez que o envolvimento de todas as áreas de uma organização interfere, de alguma forma, na operação do mesmo. Desta forma, as ações destas áreas devem estar orientadas para a obtenção de um objetivo comum, ou seja, é necessário uma ação integrada dos responsáveis pelas principais áreas envolvidas.
2. O Referencial Teórico
De acordo com Antunes (1998), “Duas óticas inter-relacionadas norteiam o STP, segundo seus autores clássicos Shigeo Shingo (1996 a, 1996 b) e Taiichi Ohno (1997). A primeira relaciona-se com a necessidade de gerir eficazmente os Postos de Trabalho, ou seja, uma gestão conjunta das pessoas e máquinas. No sentido amplo considera-se três aspectos: i) Visão Sistêmica da empresa que implica na subordinação da utilização dos recursos de melhorias dos Postos de Trabalho em determinados locais da empresa; ii) Integrada/Unificada na medida em que as ações nestes Postos de Trabalho devem ser feitas em conjunto entre os profissionais envolvidos; iii) Voltada aos resultados. Na Abordagem GPT, utilizando-se do IROG (Índice do Rendimento Operacional Global), é possível analisar as situações que provocam paralisações de máquina. A GPT também permite analisar outros aspectos como ferramental utilizado, instruções de trabalho e ergonomia. Na lógica do STP as melhorias no Posto de Trabalho devem ser executadas a partir das operações que restringem a operação do sistema de produção em termos qualitativos e quantitativos (gargalos produtivos).”
A Teoria das Restrições (TOC) é uma filosofia de gerenciamento empresarial que parte do princípio de que a meta de toda organização não filantrópica é gerar lucro tanto no presente como futuro e propõe que os Sistemas de Produção sejam geridos a partir das suas restrições visando alcançar a meta (Klippel, 2003). Para tanto são necessárias medições financeiras como Lucro Líquido (LL), Retorno sobre Investimento (RSI) e Fluxo de Caixa (FC) – são os indicadores globais. A TOC define três medidas para relacionar o impacto de uma determinada ação, no chão-de-fábrica, sobre medidas financeiras, os chamados indicadores operacionais, são eles: Ganho (G) – índice pelo qual a empresa gera dinheiro através das vendas; Investimento ou Inventário (I) – todo o dinheiro que a empresa investe na compra de coisas que pretende vender e Despesa Operacional (DO) – todo o dinheiro que a empresa gasta para transformar Investimento em Ganho”. Os cinco passos utilizados pela TOC (Atunes, 1998): Passo 1 – Identificar as restrições do sistema (mercado, capacidade) ; Passo 2 – Explorar da melhor maneira possível as restrições pois a empresa não poderá vender mais do que é possível fluir pela restrição; Passo 3 – Subordinar ou Sincronizar os demais recursos a trabalhar pelo ritmo da Restrição; Passo 4 – Elevar a capacidade das Restrições; Passo 5 – Voltar ao passo 1 após quebrada uma restrição (melhoria contínua) não permitindo que a inércia se transforme em restrição.”
A segunda ótica que norteia o STP está relacionada com as melhorias dos processos na organização, através das melhorias realizadas no fluxo das matérias primas/materiais no tempo e no espaço, as quais estão relacionadas com: i) Sincronização da Produção e ii) Melhorias nas operações mais lentas do Sistema (gargalos). A Sincronização busca balancear o fluxo produtivo de maneira que os produtos sejam entregues no momento certo e pode ser abordada pelo 1) Just in Time (JIT) através do Kanban e do Tact-Time (vinculado à noção de fluxo unitário de peças, e é dado diretamente pelo gargalo); 2) Just in Case (JIC); 3) TOC, a partir do método Tambor – Pulmão – Corda (TPC) (Goldratt, 1997) e 4) MRP, enquanto que para as melhorias contínuas nos processos pode-se adotar uma combinação entre Kaizen, TRF, Poka-Yoke e TPM, que se constituem em ferramentas do STP. Na Abordagem GPT os seguintes conceitos devem ser bem evidenciados: i) Gargalos – recursos cuja capacidade disponível é menor que a necessária para atender a demanda e devem fornecer o ritmo da produção; ii) CCRs – recursos com capacidade restritiva; são recursos que em média têm capacidade superior à necessária, porém quando não são adequadamente seqüenciados podem representar uma restrição de capacidade; 3) RPQs – recursos com problemas de qualidade; a sua gestão é relevante quando se localizam após o gargalo pois a geração de refugos e retrabalhos representa desperdício da capacidade disponível no gargalo.
3. A Abordagem Estratégica da GPT
Em Klippel (2003) lê-se que “A estrutura lógica de funcionamento da GPT é composta por: i) Entradas do Sistema; ii) Processamento; iii) Saídas do Sistema; iv) Treinamento e v) Gestão do Sistema. As Entradas do Sistema relacionam-se com os Postos de Trabalho que serão considerados, através de informações obtidas dos setores de Planejamento, PCPM, Qualidade e do pessoal de chão-de-fábrica. Faz-se necessário, ainda, as informações obtidas diretamente de um Coletor de Dados ou Diário de Bordo (DB) onde são feitas anotações junto ao Posto de Trabalho pelo próprio operador ou através de coletores informatizados. No processamento do
Sistema o cálculo das eficiências dos Postos de Trabalho é realizado a partir do cálculo do IROG, proposto por profissionais da Manutenção Produtiva Total (Nakajima, 1988).” O IROG é calculado pela razão entre o somatório do tempo de ciclo de cada peça multiplicado pela quantidade produzida de cada peça, pelo tempo disponível para produção.
O IROG pode, ainda, ser calculado pela multiplicação do Índice do Tempo Operacional (ITO) pelo Índice de Performance Operacional (IPO) pelo Índice de Produtos Aprovados (IPA), conforme a equação 1 apresentada na seqüência.

O ITO consiste no tempo total em que a máquina ficou disponível para produção, excluindo-se as paradas que ocorreram por diversos motivos. O IPO representa os tempos de operações em vazio, paradas momentâneas e quedas de velocidade, ou seja, está relacionado ao desempenho do equipamento e o IPA representa o tempo total de produção de peças boas, excluindo o tempo gasto com sucata e retrabalho.
De acordo com (Nakajima, 1988) deve-se maximizar a performance operacional das máquinas e para que isto se torne possível é necessário eliminar as “Seis Grandes Perdas”, ou seja, as ocorrências que acarretam uma performance negativa às máquinas, descritas a seguir: 1) perda por parada acidental; 2)perda durante a mudança de linha; 3) operação em vazio/pequenas paradas; 4) queda da velocidade de trabalho; 5) defeito no processo; 6) defeito no início de produção. Ao se zerar cada uma das perdas anteriormente apontadas, o máximo do rendimento operacional global tornar-se-á efetivo.
Conforme o posto de trabalho a ser monitorado, o IROG assume os seguintes conceitos: i) TEEP – Total Effective Equipment Productivity – Produtividade Efetiva Total do Equipamento: quando o recurso é critico, devendo-se, portanto, disponibilizar todo o tempo possível para produção (tempo total), sem programar parada do recurso. Neste caso, calculase a produtividade total do sistema no gargalo; ii) OEE – Overall Equipment Efficiency – Índice de Eficiência Global: nos demais recursos. Neste caso, o tempo total considerado no cálculo é o tempo disponível, obtido pela diferença entre o tempo total e o tempo de paradas programadas. O OEE representa a eficiência do equipamento durante o tempo de operação programada. Os recursos não críticos não precisam e não devem funcionar em tempo integral, uma vez que aumentariam os estoques intermediários.
Os dados obtidos do sistema de produção possibilitam o gerenciamento de seus recursos restritivos, para a realização de melhorias e monitoramento da rotina. Propõe-se que as causas identificadas como motivos da queda da eficiência do Posto de Trabalho sejam afixadas junto ao mesmo, através de ferramentas como a lógica 5W1H, para que os próprios operadores sejam proativos no sentido de aumentar a eficiência operacional. Para tanto, é necessário a realização de treinamento para o correto preenchimento do Diário de Bordo bem como para o cálculo do IROG e, ainda, a compreensão da concepção da Abordagem GPT. As informações geradas permitem a Gestão do Sistema como um todo, sendo sugerido a realização de reuniões periódicas dos gestores com a equipe de trabalho envolvida, bem como com a Gerência Industrial para apresentação dos resultados alcançados e oficinas de melhorias para a gestão dos Postos de Trabalho. Quanto aos Indicadores de Desempenho que devem ser implantados juntamente com a GPT, sugere-se os Indicadores Operacionais da TOC. A abordagem consiste em utilizar o IROG dos equipamentos em conjunto com os Indicadores Operacionais da TOC, pois como as eficiências são calculadas nos recursos críticos elas tendem a relacionar-se diretamente com a capacidade do sistema de produção como um todo.
Como Método de Trabalho para a implementação da abordagem GPT, conforme Klippel (2003) propõe-se: 1) Definição de um grupo de trabalho responsável pela implementação da GPT; 2) Definição dos Postos de Trabalho/Máquinas Críticas; 3) Definição de uma metodologia para elaborar o cálculo do IROG; 4) Cálculo do IROG dos Postos de Trabalho/Máquinas Críticas; 5) Análise detalhada das causas de paradas explicitadas no cálculo do IROG; 6) Elaboração de Planos de Melhorias para as principais causas de redução do IROG; 7) Geração de um painel visual para a gestão do IROG dos Postos de Trabalho/Máquinas Críticas; 8) Medição contínua do IROG nos Postos de Trabalho/Máquinas Críticas e volta ao passo 1, não deixando a inércia tomar conta do Sistema; 9) Avaliação da GPT através da gestão do IROG.
4. Descrição do Caso
O presente estudo de caso refere-se à implementação da Abordagem GPT na área de produção de uma indústria do setor de medicamentos com o objetivo de aumentar a eficiência operacional dos seus Postos de Trabalho Restritivos, visando o aumento da sua capacidade de produção sem a necessidade de realização de grandes investimentos.
Inicialmente, um grupo de colaboradores de diversos setores – controle de qualidade, manutenção, manipulação, envase e embalagem – participou de um Processo de Capacitação Tecnológica para assimilação dos Conceitos Básicos de Gestão de Sistemas Produtivos e da Metodologia GPT para a implantação prática da Abordagem e o monitoramento do IROG. Entre os profissionais envolvidos no treinamento, além da Diretoria Industrial, havia os inspetores de qualidade, supervisores e líderes de produção, sendo que, posteriormente, os
conceitos, princípios e técnicas foram transmitidos aos operadores e mecânicos.
Conforme a Abordagem GPT, prioritariamente foram identificadas as máquinas críticas no fluxo de produção visando aumentar a eficiência das mesmas e, assim, aumentar a eficiência do fluxo como um todo. No final do projeto estavam sendo monitorados os seguintes equipamentos: encartuchadeiras (máquinas de embalagem) 01 e 02; compressoras 01 e 02; máquina envasadora de Sache e máquinas envasadoras de cápsulas.
No Processo de Capacitação Tecnológica realizado com os operadores e mecânicos foi evidenciado: i) a importância do tratamento diferenciado dos recursos críticos; ii) o conteúdo da Metodologia GPT e iii) o cálculo das eficiências (TEEP; OEE; ITO ou N1; IPO ou N2 e IPA ou N3). Durante o mesmo foi enfatizada a importância da correta coleta de dados e, a partir da análise das eficiências calculadas, a identificação dos pontos potenciais de melhorias no processo, para os quais foi proposto um Plano de Ação, utilizando as ferramentas do tipo 5W1H. Aos supervisores de produção coube a responsabilidade de gerenciar a implementação da Abordagem GPT. É importante assegurar que os conceitos, princípios e técnicas transmitidos sejam multiplicados para os demais colaboradores da Empresa, como forma de desenvolver uma cultura sistêmica na Organização.
Os esforços de implementação da Abordagem GPT foram concentrados no setor de Embalagem, mais especificamente nas máquinas Encartuchadeiras 01 e 02, através das quais são embaladas cerca de 70% da produção da Empresa. Os dados obtidos são apresentados na Tabela 1 apresentada na seqüência. Através da mesma observa-se que a Encartuchadeira 01 – monitorada durante 04 meses – apresentou uma evolução do TEEP de 27,30% para 57,44%.
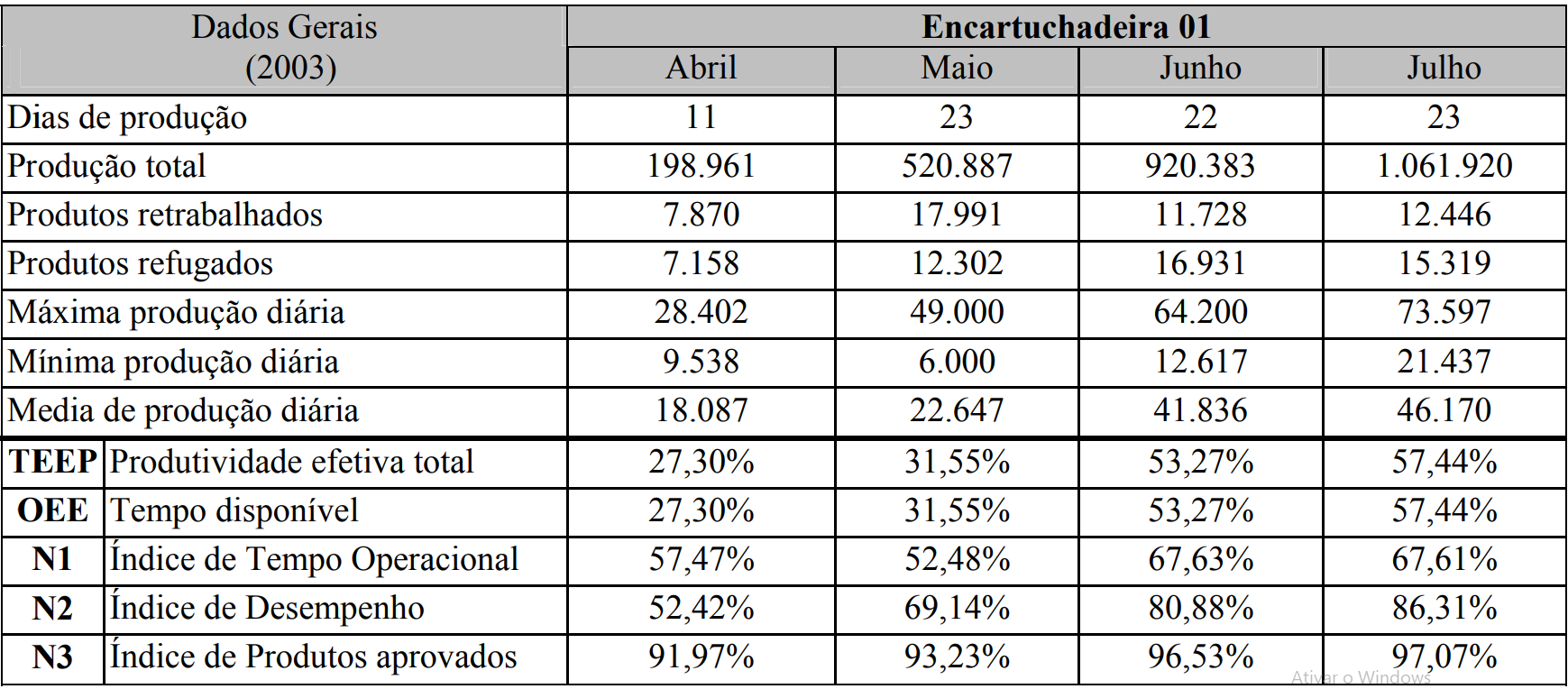
Entre as melhorias realizadas durante a implementação da Abordagem GPT, uma das mais significativas foi a priorização do processo de embalagem dos produtos na Encartuchadeira 01 a partir do mês de junho, minimizando-se a operação da Encartuchadeira 02 e disponibilizando o seu efetivo para a realização de atividades em outras linhas de produção.
Na Tabela 2 são apresentadas as produções médias diárias das Encartuchadeiras, observando-se o resultado da concentração do processo de embalagem na Encartuchadeira 01.
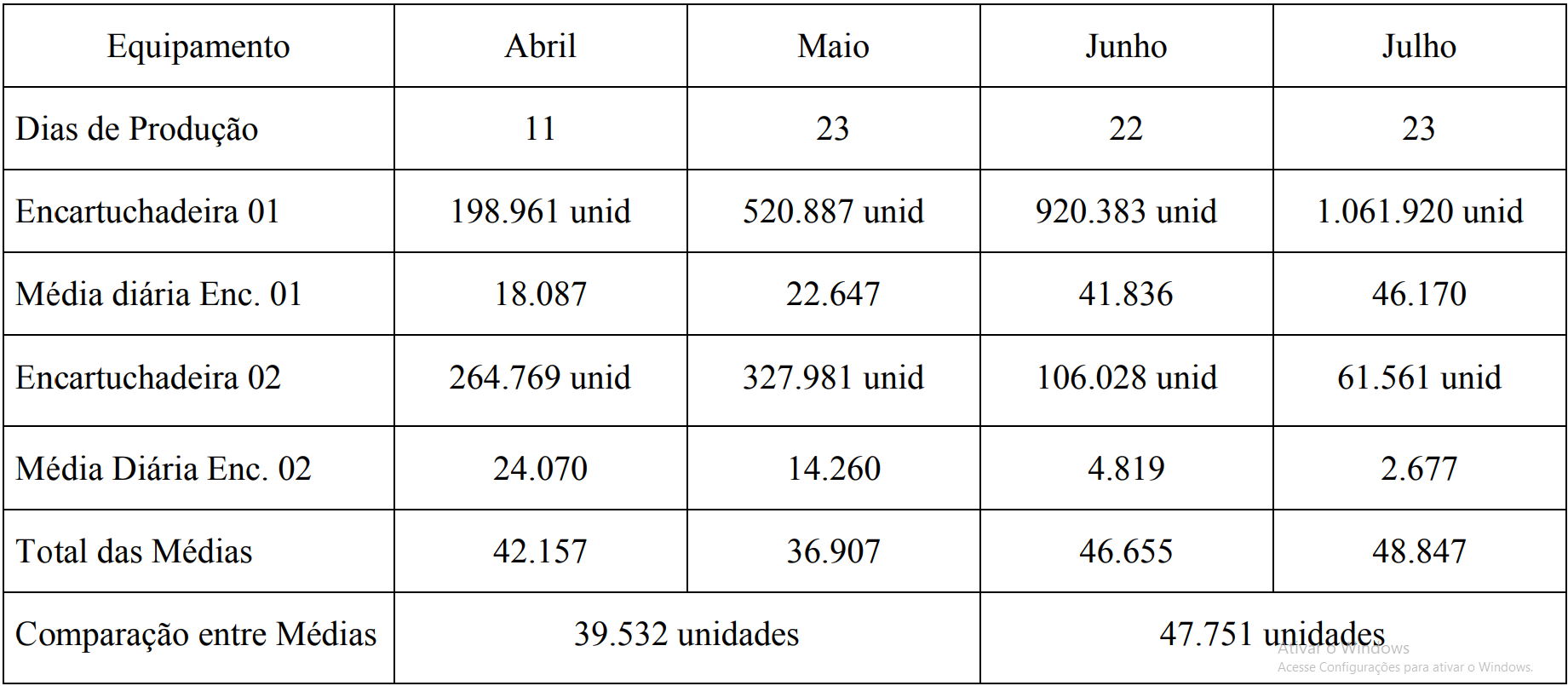
A tendência de aumento da produção média diária é conseqüência do aumento do TEEP na Encartuchadeira 01. Comparando-se os meses de abril e maio com os meses de junho e julho, obteve-se um acréscimo de 20,8% na produção média diária das Encartuchadeiras, passando a mesma de 39.532 para 47.751 unidades. Ainda, pela tabela 2, observa-se que a Encartuchadeira 01 obteve um aumento superior a 100% ao comparar suas médias diárias de produção nos meses de junho e julho com os meses de abril e maio de 2003.
Entre as ações realizadas para a melhoria do desempenho da Encartuchadeira 01 destacam-se: 1) a instalação de um ventilador para a retirada de cartuchos vazios; 2) a definição de cores nas posições ocupadas pelas colaboradoras com a tarefa de dosar o produto nos cartuchos, uma vez que, sendo a Encartuchadeira uma máquina semi-automática, esta função é executada manualmente. Esta ação trouxe como conseqüência, além do aumento da produtividade, uma redução do stress dos operadores; 3) o estabelecimento da padronização dos cartuchos para produtos de dimensões semelhantes. As duas primeiras estão relacionadas ao aumento de velocidade de máquina enquanto que, com a padronização de cartuchos, obteve-se uma sensível redução na quantidade de setups necessários.
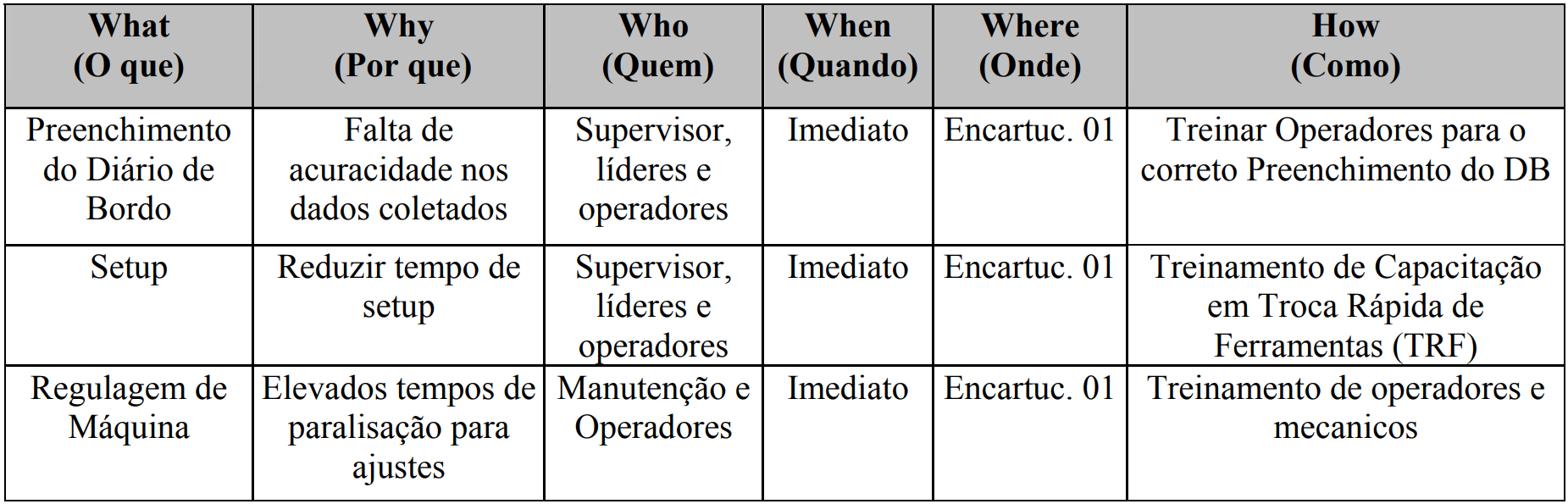
A análise dos dados do Diário de Bordo da Encartuchadeira 01 mostrou que a principal causa de paralisações do equipamento está relacionada aos tempos de setup, seguida dos tempos de regulagem de máquina. Assim, foi proposto um plano de ação, visando aumentar a eficiência do equipamento, que contempla o treinamento do pessoal envolvido com o setup bem como com a regulagem de máquina – conseqüência de setups feitos de forma incorreta. Uma vez implementado o plano de ação, e com os resultados obtidos, propõe-se a padronização das diversas operações, como forma de assegurar que as melhorias implementadas sejam mantidas e não se retorne ao status quo anterior. Durante a elaboração da padronização é importante a participação de todas as pessoas envolvidas, como forma de se obter o consenso. Este plano de ação está parcialmente apresentado na Tabela 3, a seguir.
A análise dos dados apresentados mostra que é viável estabelecer uma meta de produção média diária de 60.000 unidades em apenas uma Encartuchadeira - considerando-se o período de operação do setor que é de dois turnos de trabalho de seis horas. Esta irá corresponder a um TEEP de 75% e um acréscimo superior a 100% de produção (tabela 2) em relação aos meses iniciais do monitoramento (abril e maio).
O potencial mensal das Encartuchadeiras 01 e 02 é superior a 2.400.000 unidades (20 dias úteis/mês), observando que a produção de 1.123.481 unidades em julho 2003 nos dois equipamentos (tabela 2) está abaixo do potencial existente, o que possibilita o aumento do ganho da Empresa através de ações gerenciais. Entre as ações gerenciais possíveis, propõe-se o desenvolvimento de novos produtos como forma de utilizar a Encartuchadeira 02 e seu efetivo.
Outros indicadores, além do IROG, devem ser utilizados para avaliar a evolução da eficiência operacional, tais como tempo médio de setup, quantidade de setup e tempo de atravessamento, por exemplo.
5. Conclusões
A implementação da Abordagem GPT em uma Organização implica necessariamente em uma mudança comportamental por parte de seus colaboradores, com o objetivo de desenvolver uma cultura sistêmica na mesma. Neste sentido, é de fundamental importância a participação da Diretoria para a implementação efetiva deste processo de mudanças no chão-de-fábrica. A ela cabe desempenhar um papel de motivador e promotor da implementação dos conceitos, princípios e técnicas de Engenharia de Produção. Cabe também, salientar que a Abordagem GPT constitui-se em um processo de melhorias contínuas, uma vez que a partir da análise dos Indicadores de Desempenho, novas melhorias podem ser propostas e implementadas.
O presente artigo foi desenvolvido com o objetivo de demonstrar a viabilidade da implementação da Abordagem GPT em uma empresa industrial do setor de medicamentos, evidenciando-se a importância do tratamento das questões relativas aos recursos produtivos críticos do Sistema de Produção, uma vez que estes interferem diretamente no resultado econômico-financeiro da Empresa.
Na indústria em questão foi demonstrada a disponibilidade da Encartuchadeira 02 a partir do efetivo gerenciamento do desempenho da Encartuchadeira 01, sem que fossem realizados investimentos significativos e proporcionando à indústria a possibilidade do desenvolvimento e lançamento de novos produtos que poderão ser embalados pela Encartuchadeira 02.
A aplicação da Abordagem proposta permite atingir os seguintes resultados (Klippel 2003): i) melhorias no TEEP, com baixos investimentos; ii) controle do desempenho da Rotina dos Equipamentos, permitindo obter o desempenho econômico global projetado pela Organização sem a utilização de recursos adicionais (exemplo: horas-extras, contratação de pessoal); iii) Gestão Global do Sistema Produtivo com foco nas restrições, o que permite aos gerentes, supervisores e trabalhadores focar os esforços de melhorias nos Postos de Trabalho Críticos; iv) definição da capacidade real da fábrica, pois ela é o resultado da produtividade horária do Posto de Trabalho Gargalo multiplicado pela Eficiência do mesmo; v) esclarecer aos trabalhadores, as prioridades em termos de Rotina e de Melhorias a serem alcançadas em seus Postos de Trabalho.
A Metodologia proposta neste trabalho, utilizando-se essencialmente dos conceitos da Teoria das Restrições e do Sistema Toyota de Produção, permite um gerenciamento dos Postos de Trabalho alinhado com o atingimento de resultados econômico-financeiros objetivos para as Empresas.
6. Referências
ANTUNES, J. (1998) – Em Direção a uma Teoria Geral do Processo na Administração da Produção: Uma Discussão Sobre a Possibilidade de Unificação da Teoria das Restrições e da Teoria que Sustenta a Construção de Sistemas de Produção com Estoque Zero, Dissertação de Doutorado no PPGA/UFRGS, Porto Alegre.
ANTUNES, José Antônio Valle & KLIPPEL, Marcelo. (2001) – Uma Abordagem Metodológica para o Gerenciamento das Restrições dos Sistemas Produtivos: A Gestão Sistêmica, Unificada/Integrada e Voltada aos Resultados do Posto de Trabalho, Anais do XXI Encontro Nacional de Engenharia de Produção (ENEGEP).
Salvador – BA.
GOLDRATT, Eliyahu M., COX, Jeff. (1997) – A Meta. 12.ed. São Paulo: Educator.
KLIPPEL, Altair F., ANTUNES, José Antônio Valle, KLIPPEL, Marcelo, JORGE, Rafael Rovaris. (2003) – Estratégia de Produção dos Postos de Trabalho – Um Estudo de Caso na Indústria de Alimentos. Anais do XXIII Encontro Nacional de Engenharia de Produção (ENEGEP). Ouro Preto – MG.
NAKAJIMA, S. (1988) – Introduction to TPM – Total Productive Maintenance, Cambridge, MA: Productivity Press.
OHNO, Taiichi. (1997) – O Sistema Toyota de Produção – Além da Produção em Larga Escala. Porto Alegre: Bookman.
SHINGO, Shigeo. (1996a) – O Sistema Toyota de Produção – Do Ponto de Vista da Engenharia de Produção. Porto Alegre: Bookman.
SHINGO, Shigeo. (1996b) – Sistemas de Produção com Estoque Zero: O Sistema Shingo para Melhorias Contínuas. Porto Alegre: Bookman.
